









Trny válcové s malou kuželovitostí
Nejběžnější pevné trny, jichž se používá v kusové i sériové výrobě, zejména k soustružení a broušeni, jsou normalizovány, obr. 1. Obrobek navlečený na trnu (na jeho upínacím místě) se unáší třením a současně se středí. Aby se k upnutí obrobku dosáhlo potřebného tření, jsou trny mírně kuželové (kuželovitost 0,075 až 0,04 mm na délku 100 mm).

trn s malou kuželovitostí pro obrábění v hrotech
Obrobky se na trny nejčastěji nalisovávají na pákových lisech. Tyto trny průměru od 3 do 100 mm jsou normalizovány. Obrobky musí mít díru předběžně obrobenou v toleranci H6, H7, H8 a jejich délka smí být nejvýše 1,5D. Kuželové upínací trny mají určitou výhodu v tom, že na nich lze upínat obrobky.. s rozdílnými tolerancemi díry. Tato výhoda však zmenšuje přesnost středění, protože obrobek nedoléhá na celé upínací délce a může se tlakem nože našikmit, čímž vzniká úchylka soustřednosti vnějšího a vnitřního válcového povrchu obrobku a házení jeho čel (stranové házení). Aby se tomu poněkud zabránilo, používá se pro přesnější práci trnů s ještě menší kuželovitostí. Přesto se však hodí jen pro některý druh práce.
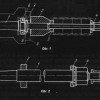
Trny větších průměrů mohou být z výrobních a manipulačních důvodů třídílné, viz obr. 2. Trn se skládá z trubky 1, k níž jsou přivařena Čela trnu 2 a, 3. V čele 2 je unášecí kolík 4.

varianta pevného trnu pro větší průměry
Pro upínání obrobků při broušení, které mají dlouhou kalibrovanou díru (H7, H8) malého průměru, je možno použít trnu podle obr. 3. Obrobek se lehce narazí na kuželovou Část trnu (kuželovitost asi 0,05 až 0,08 mm v délce 50 mm), přičemž válcovou částí trnu je jen středěn. Takových trnů lze používat tam, kde by se obrobek při upínání šroubem mohl deformovat nebo tam, kde není nutno, aby obrobek byl na trnu silně naražen.

pevný trn pro obrobky s dlouhým otvorem
Aby přesnost trnů byla co největší, je nutno věnovat velkou péči provedení i údržbě středících důlků pro hroty. Tyto důlky jsou různého provedení, viz obr. 4. Důlky podle obr. 4a mají mazací drážky.

středící důlky pevných trnů
Válcové trny pro čelní upínání
Trny s malou kuželovitostí mají mnoho nevýhod (obtížná manipulace a malá přesnost), a proto je nutno v sériové výrobě používat trnů speciálních.
Trnů pevných se dá ovšem použít jen pro součásti, které mají kalibrovanou díru a u nichž se nepožaduje zvlášť přesné souososti vnějšího a vnitřního (upínacího) válcového povrchu. Vnější povrch může totiž vzhledem k vnitřnímu (upínacímu) „házet“, a to až o toleranci průměru upínacího povrchu. Dále musí být čela obrobku kolmá k ose jeho díry, aby při čelním upínání maticí nenastávalo křížení, a tím i deformace trnu. Na to je nutno pamatovat hlavně tehdy, obrábí-li se na trnu současně několik obrobků, v takovém případě je nutno obě čela obrobků přebrousit na rovinné brusce nebo použít speciálních podložek.
Nejjednodušší takový trn pro obrábění několika součástí je na obr. 5. Těleso 1 trnu je z jednoho kusu; mají-li se obrábět různé součásti, mající stejný průměr upínací díry, použije se k upínání dvou podložek 2 a 3. Matice 5 je v průměru menší než upínací díra obrobku, aby se mohly (bez vyšroubování matice 5) sejmout podložky 4 a 3 a obrobky. Podložka 4 je na povrchu vroubkována a má zářez pro vysunutí s boku.

trn pro čelní upínání většího počtu součástí
Protože se upínací část trnu častým používáním opotřebí a trn je nutno vyřadit, používá se často trnů podle obr. 6, jejichž upínací (střední) část 2 je na trnu 1 nalisována.
Pro společné obrábění několika součástí, které jsou buď tvarové, nebo je na nich nutno obrábět čela, se používá trnů podle obr. 7 s vložkami 2, které se vkládají mezi obrobky. Upínání je stejné jako v předchozím případě.

různé varianty pevných trnů
Trn pro upínání dlouhých obrobků, které mají na obou koncích různé kalibrované díry, je na obr. 8. Těleso 1 trnu má průměry obou vodicích částí stejné. Pro středění větší díry obrobku se použije pouzdra 2, které je suvně uloženo na vodicí části trnu. Podložka 3 a matice 4 jsou stejné jako v předchozím případě.
Na obr. 9 je upínací trn pro dlouhý obrobek, který má kalibrovanou díru jen na jedné straně, středění obrobku je tedy provedeno na jedné straně v kalibrované části, kdežto na druhé straně (a zároveň i upínání obrobku) kuželovým pouzdrem 2 a maticí 3.
Některé součásti nelze mnohdy upínat jednoduše maticí a podložkou; tehdy se použije trnu podle obr. 10. Obrobek se upíná maticí 5 přes otočnou vložku 3 a podložku 2. Vložka 3 je výkyvná na Šroubu 4.
Podobný trn jako na obr 10., je na obrázku č. 11, používá se pro upínání tenkostěnných obrobků. Obrobek se upíná tříramennou hvězdicí 2, uloženou na čepu tělesa 1. Aby se upínací čelisti hvězdice nezamačkávaly do obrobku, mají na sobě dvěma nýty připevněny hliníkové nebo měděné vložky o. Podložka 3 a matice 4 jsou stejné jako v předcházejících případech.

trny pro upínání tenkostěnných obrobků
Tenkostěnné obrobky je nutno upínat velmi opatrně, aby se na trnu nedeformovaly, což by mělo nepříznivý vliv na přesnost jejich obrábění.
Na obr. 12 je znázorněn trn, jehož se často používá pro broušení tenkostěnných obrobků v hrotech. Obrobek se na jedné straně středí tělesem 1 trnu a na druhé straně pouzdrem 3, suvně uloženým na tělese 1. Unášeč 2 má na obou stranách zářezy pro unášecí kolík, otáčením unášeče se obrobek upíná. Šroub 4 zajišťuje unášeč po upnutí obrobku.
Válcové trny pro boční upínání
Na obr. 13 je znázorněn upínací trn, na němž lze obrobek obrábět i čelně, což by při upnutí šroubem a maticí nebylo možné. Obrobek je suvně uložen na trnu 1, k němuž je upnut dvěma příložkami 2 pomocí matice 4, šroubu 3 a kulové podložky 5. Pružiny 6 tlačí na příložky 2. Šroubem 7 se zajišťuje upínací šroub 3 proti pootáčení.

Válcový trn pro boční upínání
Válcové trny pro práci na několikanožových soustruzích
Na obr. 14 je znázorněn nejjednodušší válcový trn, kterého se používá na několikanožových soustruzích pro obrábění polotovaru čelního ozubeného kola. Obrobek se nalisuje na trn 2, který se zasune do vrtání (středící části) unášeče 1. Tento unášeč je proveden jako redukční vložka a je upnut v kuželové dutině ve vřetenu stroje. Kolík 4, naražený v trnu 2, zapadá svými konci do příslušných výřezů v unášeči 1 a unáší trn, který je s obou stran upnut hroty. Šroubem 5 je unášeč pevně držen v dutině vřetena.
Upínací trn pro současné soustružení dvou polotovarů kuželových kol je znázorněn na obr. 15. Obrobky jsou suvně uloženy na trnu 1. Pero 4, zapadající do drážek obrobků, zachycuje hlavní řezné síly. Unášení trnu kolíkem 5 může být buď stejné jako v předchozím případě, nebo se ho může dosáhnout dvěma kolíky na unášeči našroubovaném na vřetenu stroje. Aby se dosáhlo potřebného prostoru pro soupravu nožů, je mezi obrobky distanční vložka 3.
Trn obdobné konstrukce, určený pro současné soustružení dvou talířových kol, je na obr. 15a.
Jedno talířové kolo se středí podložkou 4 a druhé osazením na distanční vložce 3. Obrobky se upínají maticí 2 a podložkou 5. Podložky i distanční vložka jsou suvně uloženy na tělese trnu 1 a proti pootáčení zajištěny perem 6.

Válcové trny pro práci na několikanožových soustruzích
Aby se u velmi výkonných několikanožových soustruhů a poloautomatů co nejvíce zkrátily vedlejší časy, vybavují se tyto stroje alespoň dvěma trny, na jednom se obrábí a na druhý se během obrábění nalisovávají nebo upínají obrobky.
Součásti, které mají drážkové vrtání (díru) (ozubená kola pro převodovky apod.) a mají se obrábět na několikanožových soustruzích, upínají se (nalisují) často na drážkové trny. Drážky ve vrtání obrobku musí být ovšem protahované, aby se obrobek dal spolehlivě a snadno upnout. Výhodou těchto trnů je, že lze na nich obrábět obě čela obrobku současně a že se na nich dosáhne potřebné souososti vnějšího povrchu s drážkovou dírou obrobku.
Dlouhé součásti s drážkovou dírou se soustruží a brousí v přípravku viz obr. 16 upnutém mezi hroty. Obrobek je na jedné straně středěn drážkami trnu 1 a na druhé kuželovým pouzdrem 2, upíná se maticí 3. Kalené pouzdro 4 slouží jako doraz. V těchto případech mají drážky i funkci unášeče.
Hrotové trny válcové pro broušení zubů čelních kol
Na přesnost ozubení se kladou velké požadavky, a proto je nutno, aby upnutí kola při broušení jeho zubů bylo spolehlivé, přesné a tuhé, tj. trny musí být kaleny a jeho veškeré funkční plochy i středící důlky musí být broušeny, popř. lapovány. Broušení zubů bývá obvykle u čelních kol poslední operací a je jasné, že se přitom musí dodržet určité technologické zásady, aby hotové ozubené kolo vyhovovalo všem funkčním požadavkům.
Popíšeme si typické upínací trny, na něž se ozubená kola nalisují nebo se upevňují šrouby. Rozpínací trny a trny speciální popíšu v jiných článcích.
Na obr. 17 je znázorněn trn pro broušení několika ozubených kol současně. K ustavení ozubených kol do stejné polohy podle přídavků na broušení se používá hrotového přípravku a profilové lišty, zapadající do zubních mezer kol. Protože v tomto případě nejsou čelní plochy obrobku broušené, mohl by se trn při jejich úchylkách deformovat, čímž by vznikly nepřesnosti v ozubení. Proto se na trn 1 nasunou dvě speciální prolomené podložky 3, které se opírají o čela kol jen v přímce, čímž se případné úchylky čel vyrovnají a trn se nemůže deformovat. Obrobky se upínají maticí 2.

Trn pro broušení několika ozubených kol současně
Na obr. 18 je znázorněn nejjednodušší způsob upínání, ozubené kolo se nalisuje ručním lisem na trn, který má malou kuželovitost jako normalizovaný trn. Trn je upnut mezi hroty stroje a na levém konci je unášen (srdcem).

jednoduchý trn na nalisování
Na obr. 19 je znázorněn způsob upnutí hotově obrobeného ozubeného věnce, jehož zuby se mají brousit. Věnec se středí a upíná mezi dvěma přírubami, příruba 2 je suvně uložena na tělese trnu 1 a příruba 3 na prodlouženém náboji příruby 2. Obrobek se upíná maticí 6 podložkou 5.
Na obr. 20 je znázorněn trn pro současné broušení zubů dvou ozubených věnců, přichycených čtyřmi až šesti šrouby 3 s maticemi 4 k přírubě pouzdra 2, které je svým kuželovým vrtáním naraženo na trnu 1.
Na obr. 21 je trn pro broušení zubů pastorku, který je středěný 60° kuželovými plochami, a to jednak trnu 1, jednak kuželového pouzdra 2, hrany obrobku, sražené na 60°, se různě upravují, u zvlášť přesných kol se doporučuje sražení přebrousit na speciálních nebo upravených bruskách.
Ozubená kola, která mají funkční kuželovou díru (vrtání) hotově obrobenou, se upínají podle obr. 22, a to kuželovým pouzdrem 2, suvně uloženým na trnu 1, a maticí 4 s podložkou 3.
Do této skupiny můžeme zařadit i příklad podle obr. 23. Ozubené kolo se zde upíná za hotově obrobenou vnější válcovou plochu a je suvně zasunuto v pouzdru 3, toto pouzdro je suvně uloženo na kuželovém pouzdru 2. Obrobek se nejprve upne maticí 4 přes podložku 5 mezi obě pouzdra (2 a 3), načež se celek narazí nebo nalisuje na kuželový trn 1.
Na obr. 24 je znázorněno upnutí ozubeného pastorku, který se středí tím způsobem, že se jeho obrobená vnější válcová plocha zasune do pouzdra 1, které prakticky tvoří nástavek potřebný pro upnutí mezi hroty.

trny pro obrábění ozubených kol
Trny kuželové
Pro součásti s neobrobenou nebo na hrubo obrobenou dírou (bezešvé trubky, odlitky aj.) používáme kuželových trnů. Nejjednodušší takový trn je na obr. 25.
Obrobek se středí kuželovou částí trnu 1 na jedné straně a kuželovým pouzdrem 2 na druhé, které obrobek upíná maticí 3.
Pro upnutí kratších obrobků větších průměrů se používá kuželových trnů podle obr. 26. Povrchy kuželů trnu 1 i pouzdra 2 jsou rýhované, takže lze ubírat třísky velkých průřezů bez nebezpečí, že se obrobek zastaví (proklouzne). Pouzdro 2 je na trnu zajištěno perem 3. Vrcholový úhel kužele bývá 70 až 90°. Tento druh trnů je normalizován.

trny pevné kuželové
Pro podobné práce se používá speciálních upínacích trnů, v článku uvádím tři nejběžnější.
Na obr. 27 je znázorněn trn německé konstrukce, který má na tělese trnu 1 dvě kuželová pouzdra 2 a 3 s výřezy; do výřezů pouzdra 2 se mohou zasunout, je-li nutno protilehlé výstupky pouzdra 3, takže na těchto trnech lze upínat obrobky o poměrně velkém rozsahu průměrů děr. Kuželové pouzdro 2 je na trnu 1 nalisováno, pouzdro 3 se při upínání posouvá maticí 4 přes podložku 5. Všechny části trnu jsou kaleny a jejich funkční plochy jsou broušeny.
Poněvadž tenké upínací trny se závitem mají svou vodicí část tenkou (málo tuhou) a při upínání klíčem se mohou snadno deformovat, používá se trnů pro menší obrobky podle obr. 28.
Tento trn se od předešlého (obr. 27) liší tím, že jeho těleso 1 má kromě upínacích kuželových pouzder 2, 3 a 4 na své vodicí Části suvně uloženou objímku 5, která je v zadní Části rozříznutá a dá se šroubem 6 pevně zajistit na, vodicí části tělesa 1. Obrobek upínáme tak, že nejprve sejmeme části 3, 4 a 5, na to na trn nasuneme obrobek a za ním lehce části 3, 4 a, o. Šroubem 6 se zajistí objímka 5 a po upnutí celku (trnu s obrobkem) mezi hroty obráběcího stroje se maticí 4 obrobek definitivně dotáhne. Upínání na tomto trnu je podstatně rychlejší než na trnu podle obr. 27 u něhož je nutno matici s trnu nejprve seŠroubovat.

speciální kuželové trny
Způsob upnutí úzkého obrobku na trnech tohoto druhu je znázorněn na obr. 29. Aby se obrobek na trnu nezešikmil, je na kuželovém povrchu pouzdra 2 nalícován kroužek 3, který slouží jako doraz a zároveň znemožňuje našikmení obrobku při upínání. Posuvné pouzdro 4 upíná obrobek za hranu jeho díry. Tímto způsobem se často upínají i tenké (listové) řezné nástroje (např. kotoučové pily).
Obrobky s kuželovou dírou se upínají na trny podle obr. 30. Tyto trny menších průměrů bývají z jednoho kusu, kdežto trny větších průměrů lze z výrobních důvodů., provádět z několika částí, viz obr. 30.
Na těleso 1 trnu jsou nalisovány dva kalené kuželové kotouče 2 a 3. Matice 5 upíná obrobek přes podložku 4 s výřezem. Kuželové kotouče se po nalisování na trn přebrousí na čisto.
Přečtěte si také :

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

Trny rozpínané šroubem a kuličkou letmé Nejjednodušší rozpínací trn, u něhož se upínací část roz ...

Trny pro obrážení zubů čelních kol V sériové nebo hromadné výrobě malých ozubených kol (hlavně ...











