









Trny rozpínané šroubem a kuličkou letmé
Nejjednodušší rozpínací trn, u něhož se upínací část rozpíná šroubem, je znázorněn na obr. 1. Tato upínací část trnu je rozříznuta a provrtána, aby lépe pružila. K rozpínání trnu, a tím i upnutí obrobku obstarává šroub s vnitřním šestihranem. Trnů této konstrukce se používá tehdy, je-li díra v obrobku (upínací základna) kalibrována a nemusí-li být hotový obrobek příliš přesný.

trny rozpínané šroubem a kuličkou
Jiný způsob rozpínání trnů, hlavně menších průměrů, je ocelovou kuličkou, viz. obr. 2. Těleso 1 trnu se upíná buď v universálním sklíčidle, nebo v kuželové dutině ve vřetenu obráběcího stroje. Těleso 1 má stupňové vrtání, vrtání menšího průměru (přesnosti H7), v němž jsou smykově uloženy kuličky 4 a 5, je zakončeno kuželovým dnem s vrcholovým úhlem 90°. Upínací čep trnu je jednou nebo dvakrát rozříznut. Mezi kuličkami je smykově uložen krátký válcový čípek 2. Obrobek se upíná tlakem kaleného šroubu 3 zakončeného kuželem. Tento tlak přenášejí zadní kulička 4 a čípek 2 na přední kuličku 5, která pak rozpíná upínací (přední) čep trnu. Upínací šrouby 3 mají vnitřní šestihrany.
Takto se upínají součásti s kalibrovanou dírou. Tyto trny upínají obrobek rovněž svým předním rozpínacím čepem, při čemž při své krátké upínací délce jsou poměrně tuhé.
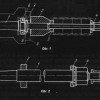
Trny rozpínané kuličkou hrotové
Obrázek č. 3 znázorňuje hrotový rozpínací trn s kuličkou (upíná se mezi hroty). Těleso 1 trnu má stupňové vrtání, jehož stupeň většího průměru je kalibrovaný a přechází kuželovou plochou do menšího stupně. Upínací část tělesa, která je třikrát naříznuta, se rozpíná tlakem otočného hrotu 6 skrze válcový čípek 2 na kuličku 3. Válcový čípek 2 je smykově uložen ve vrtání tělesa 1 a proti pootočení zajištěn válcovým kolíkem 4. Obrobek se při práci unáší kolíkem 5 zašroubovaným v drážce unášecí desky 7, který zapadá do díry v přírubě obrobku.

trn hrotový rozpínaný kuličkou
Rozpínací trny s kuželovým kolíkem
Nejjednodušší rozpínací trny jak po stránce konstrukční, tak i výrobní jsou trny, které se rozpínají zarážením kaleného kuželového kolíku s kuželovitostí 1 : 30 až 1 : 50. Kolík má na konci čtyřhran, pomocí kterého se uvolňuje kolík, a tím i obrobek po skončeném obrábění. Upínací část trnu je podle velikosti průměru rozříznuta třikrát až čtyřikrát.
Trnů této konstrukce se používá jak v kusové, tak i sériové výrobě. Trny pro kusovou výrobu mohou být i nekalené. Rozsah upínání těchto trnů je asi 0,5 mm. Obvyklé provedení trnu pro upínání součástí menších průměrů je na obr. 4.

hrotový trn rozpínaný kuželovým kolíkem
Rozpínací trny pro součásti s průměrem upínací díry od 40 mm výše se provádějí podle obr. 5.

trny rozpínací hrotové pro průměry 40mm a výše
Pro menší a úzké obrobky jsou vhodné trny podle obr. 6, jejichž upínací část, aby lépe pružila, je prodloužena a v pružící části zeslabena.

trny rozpínací a hrotové pro menší a úzké obrobky
Trny nejmenších průměrů (0 8 až 15 mm), u nichž by mohl snadno prasknout kalený upínací čep (2) při narážení rozpínacího kolíku (1) se provádějí podle obr. 7. Upínací čep 2 je nalisován do tělesa 3 trnu a proti uvolnění je zajištěn pojišťovacím šroubem 4.
Aby se obrobky na trnu upínaly soustředně, je důležité, aby se při výrobě trnů dodržel správný technologický postup. Upínací čep trnu, jakož i jeho kuželová stopka (vodicí kužel) se musí brousit v hrotech, z nichž jeden je opřen v středícím důlku kuželového kolíku 1, který byl předem nalícován do hotově obrobené kuželové díry v upínacím čepu.
Výhodou těchto trnů proti trnům, které se rozpínají zašroubováním upínacího
kužele je to, že se u nich na upínací část nepřenášejí nepřesnosti (házení aj.) upínacího kužele, vzniklé nesouosostí závitu, popř. vodící válcové plochy. Proto je i otáčení jejich upínacích ploch geometricky přesnější, takže se dosáhne i větší přesnosti obrobené součásti. ‘
V některých dřívějších socialistických podnicích byly tyto trny normalizovány buď celé, nebo jen některé jejich části.
Přečtěte si také :

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

K obrábění součástí, jejichž povrch musí být přesně soustředný se závitem, se používá pevných ne ...

Trny pro frézování a hoblování zubů kuželových kol Při konstrukci trnů pro frézování a hoblová ...











