









Archív kategorie ‘STROJNÍ VYBAVENÍ’
Revolex pro Schaublin 102. Revolex je čtyřnožová revolverová hlava pro Schaublin 102, byla dodávána jako alternativa k originální čtyřnožové hlavě Schaublin s katalogovým číslem 102-46.100. Hlava byla vyrobena s přímým upínáním na vrchní suport schaublina. Od originální hlavy se liší především výškou spodní části o síle 10mm, lze tedy efektivně využívat pouze nože 10x10mm. Princip je identický jako u hlavy Schaublin, při povolení vrchní páky dojde k zaklesnutí ozubu do hlavy a pootočení o další pozici nože jednou rukou. Revolex je klasická alternativa Tripanu.

Revolex Schaublin 102

Revolex Schaublin 102

Revolex Schaublin 102
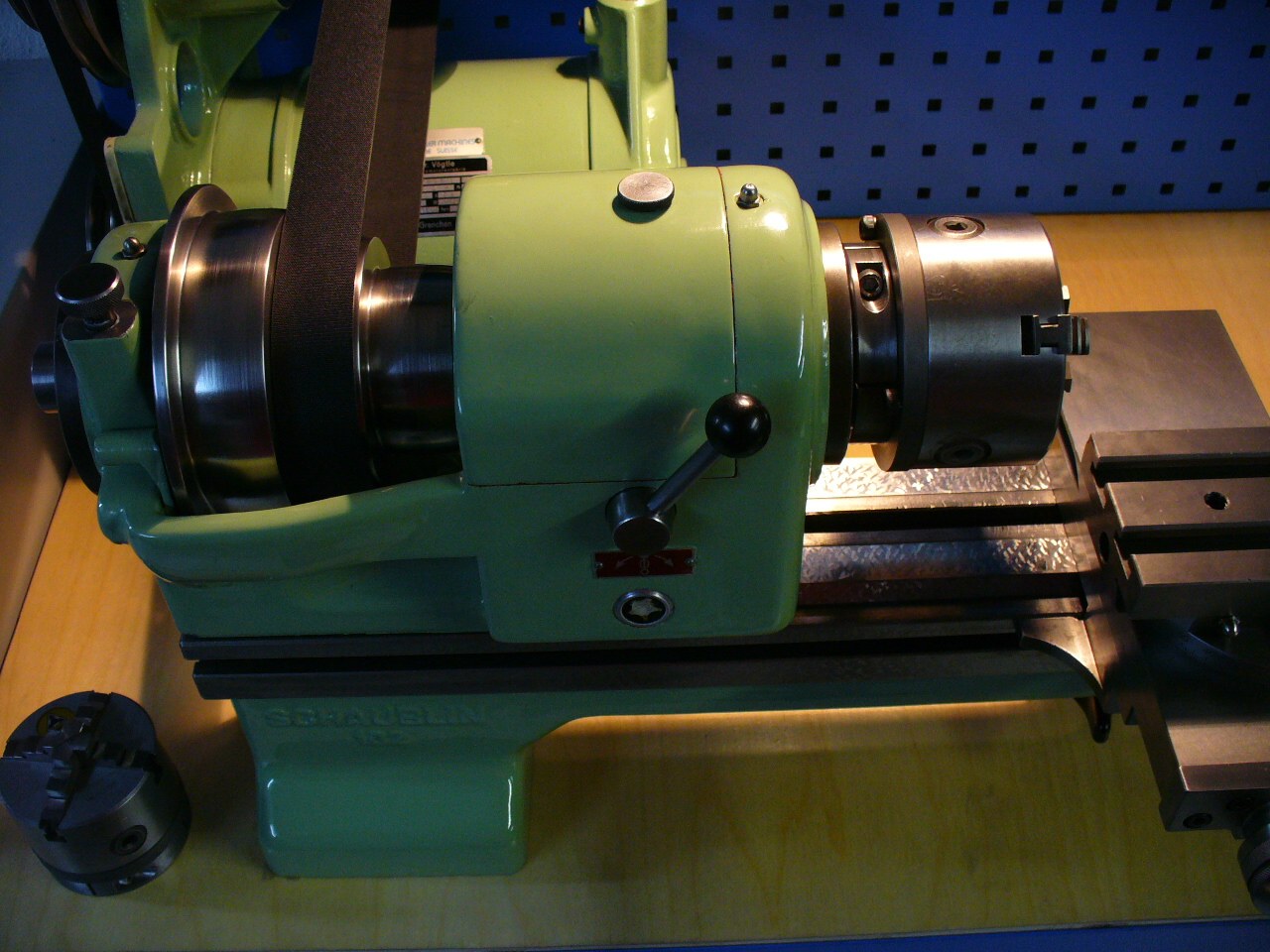
Šikovné dělící a frézovací zařízení Schaublin s katalogovým číslem 102-87.900 je univerzálně použitelné u všech vrchních suportů soustruhů Schaublin řady 102. Vyrábělo se jen ve variantě W20, tedy s kleštinami W20. Asi nejuniverzálnější je potom s pákovými suporty 102-47 a 102-45, každopádně i se základním, klasickým křížovým suportem. Přípravek je opět krásnou ukázkou využití soustruhu i na zcela netradiční obráběcí operace v jednoduchém dělení 2,3,4,6 .

dělička Schaublin 102-87.900

dělička Schaublin 102-87.900

dělička Schaublin 102-87.900
Krásný přírůstek do mé dílny z roku 2022, ikonický Schaublin 70-80, stroj s uzavřeným vřeteníkem v poslední variantě s kosoúhlými ložisky a s maximálními otáčkami 7000 ot/min. Stroj se mi podařilo poskládat v plné výbavě včetně zajímavého příslušenství jakým je například úhlový suport pro soustružení a broušení kuželů a koulí 70-81, dále pohonu příslušenství 102-95.100/200 včetně přídavného pohonu otočného hrotu s volnou unášecí deskou, upichovacími suporty, revolverové suporty 70-58.100 a 70-58.050, pákový koník, klasické a pneumatické kleštinové upínání atp.

Schaublin 70-80

Schaublin 70-80 s příslušenstvím
Tento přídavný pohon je identický se všemi řadami soustruhů 102, takže jsem ho mohl použít kupříkladu na mém nejnovějším modelu Schaublin 102N-VM. Pohonný řemen je PUR o průměru 6mm, díky měnitelným převodům lze pohánět brusné, nebo frézovací vřetýnka které jsou libovolně umístit na suporty.
Ke stroji je kompletní sada kleštin W12, sada kleštin B8. Základní pákový koník jsem se rozhodl rozšířit o všechny modely, které byly v katalogu, zatím mám namodelováno a odlito. Koníky zbývá dokončit jak bude trocha volného času.

pohon 102-95.100/200

pohon alternativního příslušenství
Zřejmě poslední 102 kterou si dělám pro sebe, je to katalogová 102N-VM z roku 1983 v kompozici č.6, tedy spodní litinová fréma s náhonem plochým řemenem a přehazováním řemene bez variátoru, klasika zvedání motoru a brzda. Sháněl jsem původně stolní verzi, ale ty jsou extrémně vzácné. Rozborku jsem dělal v kuchyni, po složení šel samozřejmě do dílny. Soustruh pochází z Francie.

Schaublin 102N-VM
Schaublin 102N-VM je úplně poslední model 102 z produkce Schaublinů, tvar lože je u 102N-VM poněkud jiný jak u soustruhů 102-VM, profil lože pod koníkem je ale identický jako všechny stodvojky. Během roku 1982 se změnil tvar vřeteníku (přední sražení vs, rovné čelo), nebyla to ovšem jen tato drobná změna vzhledu, dost podstatně se změnila i koncepce vnitřního uspořádání předpětí ložisek, kdy varianta staršího vřeteníku s rovným čelem měl předpětí tzv. „natvrdo“ do pevně definované axiální hodnoty, u novější verze vřeteníku pak přibyl mimo jiných pružný prvek v podobě dvou silných talířových pružin v pouzdru č. 4/2116.00551 (starý a novější vřeteník typu N jsem vytáhl z manuálů a označil červenou barvou změny. Protože vrchní suporty jsou identické jako ruční modely ze 60-80 let lze vidět na generálkách i renomovaných firem krásné soustruhy 102N-VM se suporty ze starších verzí, které se v katalozích nikdy neobjevovali, zvlášť do očí bijící je příčný posuv (u originálu s obrovskou stupnicí pro šroub) a jeho záměna za malý z čistě ručního Schaublina.

masivní příčný posuv
Velmi pěkný a chytrý je ruční pákový spínač motoru s předvolbami prvního a druhého stupně dvojotáčkového motoru a jeho směru.

Předvolbový spínač motoru
Soustruh se dá rozebrat na prvočinitele cca do 3h, to jsem bohužel musel udělat, protože byl kvůli konzervaci celý prolitý lněným olejem, ten sice zakonzervuje kompletně litinové díly, ale nejde odstranit jinak jak silnou zásadou. Použil jsem cleamen 240 s pH14 mimo niklované díly (pozor taky na hliníkové díly), přípravek je velmi silně zásaditý, ruce, oči je nezbytné chránit, ruce stačí dvojitě chirurgickými rukavicemi, přípravek je nerozleptá jako například aceton. Během minutky dvou sjede ten lněný olej a pak stačí opláchnout vodou a vysušit, já to pak ještě vyfoukám aby se voda dostala i ze závitů.

rozebraný Schaublin 102N -VM

rozebraná suportová skříň

rozborka vřeteníku

nový lak a laserem vytvořený nápis

kladívková barva na kleštinovém upínání
Během rozborky je nutné odstranit kompletně starý mazací tuk z převodovek, ložisek vřeteníku, jehličkových ložisek, kulisy posuvového šroubu atp. Soustruh je bezolejový, veškeré převody, stejně tak ložiska jsou mazány Kluber Isoflex LDS 18 Special A. Tento mazací tuk je předepsán striktně výrobcem, posuvový šroub a veškeré kluzné plochy jsou pak mazány olejem na kluzné vedení se specifikací VG 68. Rozvod do kluzných vedení je vedený tak chytře a hlavně komplikovaně, že stačí 5x žduchnout do maznice a olej je rozveden na všechny vedení. Jsou jedinci, kteří při pohledu na maznici se špičkou berou do ruky mazací lis se slovy, je tam špička, natlačím tam „vazelínu“, obzvláště u obráběcích strojů je to hodně rozšířené, tak takhle tedy rozhodně ne…!

Isoflex LDS18 special A

vřeteníkové ložiska

olej na kluzná vedení ISO VG68
Samostatná kapitola je potom mazání hlavních ložisek vřeteníku, která představují ložiska s kosoúhlým stykem FAG s definovaným předpětím. Mazací náplň je pětiletá a měla by se v tomto intervalu pravidelně měnit. Náplň se vyrobí z 30% Kluber Isoflex LDS 18 Special A a 70% terpentýnu. Starý tuk z ložisek se rozpustí v terpentýnu nebo v benzínu, ložiska se řádně bez pootáčení propláchnou i v několikeré čisté náplni tak aby se zbavila starého maziva, poté se ložiska „vykoupou“ v lázni kluberu a terpentýnu, po vyjmutí se rozpouštědlo odpaří a ložiska jsou trvale namazaná. Výrobce zaručuje při tomto postupu, že mazací tuk se dostane i do mikroskopických pórů ložiska. Na celý soustruh je potřeba minimálně kartuše Isoflexu, bohužel v ČR se tyto kartuše neprodávají, rozhodně nestačí 45g tuba, bral jsem celou kilovku, cena je ovšem poměrně vysoká v rozmezí 8-9 tisíc za kilovou plechovku.

komplatace vřeteníku
Kompletace už jde pěkně od ruky, protože je soustruh zpracovaný tak, že je rozdělen do jednotlivých bloků, není potřeba žádná velká síla ani při kompletaci vřeteníku, přední převodovka posuvů jde vysloveně lehce s lehkým tlakem při zasouvání ložisek, přední ozubený hřeben, který posouvá předlohovým kolem v převodovce je dolícován poměrně přesně zaškrabáním v litinovém pouzdru a tak je třeba pečlivé ustavení na čele jelikož tento díl není zkolíkován. S tím jsem se přiznám se dost natrápil, kdy mně po složení nešly řadit dvě rychlosti z osmi, podle směru kterým jsem skládal, nakonec, jsem došel na to, že musím ustavit pouzdro s hřebenem na střední rychlost a ne na krajní, až potom to fungovalo a převodovka lehce řadí posuvy.

převodovka posuvů

převodovka posuvů zadní strana
Soustruhy Schaublin s třístupňovou řemenicí mají na středním stupni blokovací kalený červík M8, který je trvale uvolněný a používá se jen a výhradně při přímém dělení buď na aretovacím kole 24 s přímým kolíkem a nebo na přídavném kolíčku pro dělící kruhy na zadní straně řemenice. Tento systém se používá v případě frézování, broušení, škrábání atp. Bohužel velmi často uživatelé mají tento blokovací červík dotažený přímo na vřeteno, jakmile potom, ať už vědomě nebo nevědomě zařadí na vřeteníku reduktor, tak tento kalený kolík se namázne na nitridované vřeteno čímž dojde k nabalení materiálu na vřeteno, které sice není poškozené, ale při následné rozborce jde vřeteno strašně těžko ven a přemázlý materiál vytvoří rýhy do velkého reduktorového kola, to se pak musí následně opravit ručně dolapovat na správný rozměr. Dělal jsem 6 102 a kromě jedné to měly všechny takto. V žádném případě nefunguje poučka z manuálu, že lehkým poklepem směrem do zadní části vřeteno vyjede, musí se potom vylisovat pomocí závitové tyče přes čelo soustruhu. Tohle bývá hodně častý dotaz prvouživatele Schaublina co se pustí do rozborky na všech zahraničních fórech. Při koupi se to dá zkontrolovat vyjmutím blokovacího červíku a vložením jehly s protočením na reduktor, vřeteno se potom pod řemenicí otáčí v poměru 1:5.

řemenice s aretačním otvorem pro kolík
Když už jsem měl rozebráno, tak jsem se rozhodl udělat upínací otvory a dvě ocelové konzoly pro digitální odměřování, v zadní části suportu jsem vytvořil 3xM6 pro základní ocelovou desku, která bude přímo spojená s čítací hlavou pravítka na podélný posuv, na tuto desku je kolmo navařená úhlová lišta, uvnitř které je pravítko pro příčný posuv, čítací hlava příčného pravítka je připevněna k prodlužovacímu litinovému bloku, který slouží zároveň jako kryt. Použil jsem na podélný posuv klasiku 0,005 v délce 370mm a na příčný 0,001 v délce 120mm. Když už jsem u těch délek pravítek, tak katalogová hodnota pro příčný posuv je 100mm a pro podélný 400mm. U podélného posuvu je tato hodnota ale jen marketingový trik Schaublina, hodnota 400mm je pro použití vřeteníku bez reduktoru, který se ale do těchto sestav skoro vůbec nedával kvůli nemožnosti snížení otáček při řezání závitů. Skutečná hodnota podélného strojního posuvu je ve skutečnosti 325mm ![]()

detail řešení DRO
Koník staršího soustruhu je kapitola sama o sobě, Schaublin dodával dva typy v základním provedení, můj koník byl bohužel propadlý o 0,06mm, tedy ho mám zatím odložený ke generálce, kdy odfrézuju spodní část a vyrobím novou, broušenou a lícovanou na střed pinoly, prozatím ho jednoduše nahradí koník z jiné 102, což není díky zaměnitelnosti žádný problém.

koník z Schaublina 102N-VM
Všechny suporty prošly přebroušením a zaškrabáním (pokud bylo třeba), dále jsem opravoval volnoběžku s brzdou, která při málo pravidelném mazání nefunguje tak jak má a pokud není používaná, tak dojde k trvalému spojení třecí kuželové spojky a soustruh nejde zabrzdit, není to sice žádná nepřekonatelná závada (soustruh má ještě reverzaci a nožní zvedání motoru) ale ta nožní brzda je parádní.

křížový suport 102N-VM

brzda soustruhu s volnoběžkou
Podstavec soustruhu vážící 300kg je ustaven na stavitelných nohách podložených ocelovými plackami s 3mm gumou, v zadní části je poté vynechána mezera pro umístění motoru samostatného náhonu příslušenství jako je frézovací suport, nebo brousící zařízení. Ramena pro samostatný pohon jsou identická jak pro Schaublin 70 tak pro 102, náhon je řešen PU řemenem o průměru 6mm, který je v metráži velice jednoduše svařitelný a umí přenést opravdu slušný výkon za minimálního chvění celé soustavy.

ustavený podstavec

kompletace skříně posuvů

vyrobený štítek rychlostí
Protože již vlastním a hojně používám Schaublin SV 102-VM, který je takřka o čtyřicet let starší, mohu potvrdit, že tyhle stroje jsou výjimečné jak kvalitou, tak zpracováním. Modely 102N a 102N-VM jsou bohužel velmi nedostupné a to nejenom v ČR, ale i v zahraničí, proto jsem rád, že se mi krkolomnou cestou podařilo tento nádherný kousek získat do své malé dílny.

frézovací vřeteno
Tornádem odložený projekt dalšího modelu švýcarské ikony světoznámé firmy Schaublin. Bratříček již dříve generálkovaného Schaublina 102 TO . Soustruh byl zhruba tři roky uložen pod ponkem a čekal na svoji realizaci, kdy proběhla kompletní rozborka stroje, vyčištění, lak, výměna ložisek, seřízení vůlí, seřízení vřetene. K soustruhu lze využít rozsáhlé příslušenství, které je s jakýmkoli typem Schaublina 102 zaměnitelné.

Schaublin 102-TL
Jedná se o málo viděnou speciálku katalogového soustruhu v provedení TL v sestavě staršího (novější model) vřeteníku 102-26 s reduktorem otáček 1:5, v detailu lze sledovat jednokolíkové umístění páky reduktoru ve vrchním krytu oproti novějšímu modelu, stejně tak ještě původní horizontální umístění otočného čepu kolíku aretace 12 vřeteníku, který se používá při přímém dělení na vřeteni. Prozatím jsem vysledoval 5 variant stejných typů vřeteníků podle roku výroby…

vřeteník 102-23

vřeteník 102-23 detail
Lože je osvědčená klasika 102-10, motorová sestava 102-96 s maximálkou 2500
Soustruh byl párován s klasickým koníkem s „okem“ 102-65, nicméně kdysi se mi podařilo sehnat pákovou variantu poplatnou cca době vzniku modelu tedy 102-66, kleštinová varianta W20, dále byl k soustruhu klasický křížový suport 102-45 (v pozadí), ten jsem nicméně nahradil TL variantou 102-47 se zadním upínačem 102-46.090. tento pákový křížový suport je potom osazený nožovými upínači Tripan jak na přední tak na zadní straně

Schaublin 102-TL
Jako poslední je potom v sestavě kleštinový upínač 102-21.600, v plánu je dále oprava pákového upichovacího suportu 102-54 a revolverové hlavy.

kleštinový upínač Schaublin
Veškeré součásti jsou samozřejmě párovatelné s jinými soustruhy modelové řady 102….
PRACOVNÍ ROZSAH STROJE:
- Výška hrotů nad ložem [mm]: 102
- Maximální točná délka [mm]: 375
- Oběžný průměr nad suportem [mm]: 130
- Příčný posuv [mm]: 100
- Podélný posuv malého suportu [mm]: 90
- Šířka lože [mm]: 100
- Výkon hl. elektromotoru [kW]: 1,1
- Přední konec vřetene: M 37,6×3
- Vrtání vřetene [mm]: 20
- Otáčky vřetena 36 stupňů v rozsahu [1/min]: 25-2500












{kind=link}