









Trny pro frézování a hoblování zubů kuželových kol
Při konstrukci trnů pro frézování a hoblování zubů kuželových kol se musí dbát podobných zásad, jako při konstrukci přípravků pro frézování a obrážení zubů čelních kol. Stejně tak je nutno dodržovat určité technologické zásady při výrobě obrobků kol, aby přesnost obrobeného ozubení byla co největší. Tyto zásady se řídí podle toho, k jakému účelu ozubené kolo slouží.
Frézky, resp. hoblovky na ozubení kuželových kol mají většinou vřeteno s kuželovou dutinou, která musí být velmi přesná, aby správně vyrobený přípravek při upnutí dosedl svým čelem na čelní plochu vřetena. Proto musí být upínací kuželová část trnu provedena tak, aby po nasazení do kuželové dutiny zůstala mezi nákružkem trnu a čelem vřetena vůle 0,1 až 0,3 mm (podle velikosti kužele), která se po konečném dotažení trnu do vřetena vyloučí. Přípravků, jejichž nákružek nedosedá na čelo vřetena, se nesmí používat, protože poškozují vřeteno i ložiska, jejich upnutí není tuhé, způsobují chvění stroje a nástroje, takže za určitou dobu se ztrácí přesnost stroje. Je-li upínací kužel trnu v dutině vřetena příliš utažen, může se v dutině i zadřít, a tím i poškodit stroj.
Velká většina moderních frézek a hoblovek na ozubení kuželových kol je vybavena hydraulickým upínacím zařízením, které je výhodné tím, že rychleji upíná a že upínací tlak lze nastavit podle potřeby.
Na obr. 19 je znázorněn upínací trn pro frézování zubů kuželového kola, používá se ho v kusové a malosériové výrobě pro kola určitých velikostí. Na základním tělese 1 trnu je navlečeno upínací pouzdro 2 příslušné velikosti a připevněno k nákružku tělesa trnu čtyřmi až Šesti šrouby 5. Obrobek se upíná hydraulickým tahem šroubu 4 s maticí 3. Těleso trnu 1 má za nákružkem závit pro matici, pomocí níž se trn uvolňuje z dutiny vřetena.

upínací trn pro frézování zubů kuželového kola
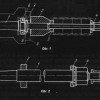
Na obr. 20 je znázorněn trn pro frézování zubů kuželových kol většího modulu, řezné odpory se zachycují perem 4 zapadajícím do drážky v díře obrobku. Téhož lze dosáhnout i zalícovaným válcovým kolíkem. Použití takových per, resp. kolíků, je vhodné i pro frézování zubů menších modulů, protože obrobek se při frézování nemůže pootočit, a tím zničit drahý nástroj. Kromě toho mají na hrubo obrobené zuby kol, zajištěných při hrubování tímto způsobem, pro dokončovací frézování vždy stejný přídavek na obrábění. Jinak se obrobek upíná stejně, jako v předcházejícím případě.

upínací trn pro frézování zubů kuželových kol většího modulu
Na obr. 21 je znázorněn trn pro frézování zubů talířového kola, z něhož se snadno snímá hotový obrobek. Na obvodu příruby základního tělesa 7 trnu je suvně nalícována upínací příruba 2, která je k tělesu připevněna Šesti šrouby 14. V upínací přírubě 2 je naražen středící kroužek 3, který je k ní připevněn třemi šrouby 11. Obrobek se upíná hydraulicky, a to tahem šroubu 6 s palcem 5 a příložkou 4 tuto příložku, která má dvě drážky pro palec, lze pootočením o 90° snadno sejmout z trnu. Pro snadné sejímání má příložka vroubkovaný povrch.
Proti vnikání nečistot do mechanismu trnu je příložka uzavřena víčkem 12. Po sejmutí příložky 4 se hotový obrobek stáhne z trnu zpětným pohybem šroubu 6, tříhrannou hvězdicí 8 s třemi výtlačnými kolíky 9, naraženými v hvězdici a vedenými v přírubě 2. Tříhranná hvězdice je navlečena na šroubu 6 a zajištěna palcem 5. Maticí 10 se uvolňuje těleso trnu z upínací dutiny ve vřetenu stroje. Proti pootočení se obrobek ještě zajišťuje jedním nebo dvěma kolíky, které zapadají do děr v zadním čele obrobku.

upínací trn pro frézování zubů talířového kola
Podobný trn je znázorněn na obr. 22., na něm se obrobek středí přírubou 2, připevněnou šesti šrouby 8 k tělesu trnu 1. Obrobek se upíná buď ručně (ručním kolečkem), nebo hydraulicky, a to šroubem 5, procházejícím vrtáním vřetena, Čepem 4, hvězdicí 6 a podložkou 3, která má tři drážky pro průchod upínací hvězdice 6 a dva zářezy na obvodu pro snadnější ruční sejímání a otáčení. Podložku 3 lze pootočením o 60° převléci pres hvězdici 6. Tato hvězdice je proti pootáčení zajištěna válcovým kolíkem 9 a odtlačována pružinou 8. Maticí 7 se uvolňuje těleso trnu z dutiny vřetena.

jiná varianta upínací ho trnu pro frézování zubů talířového kola
Při konstrukci trnů pro frézování a hoblování zubů kuželových, kol se musí pamatovat na to, aby vnější plocha upínacích příložek a podložek nepřekrývala průměr patní kružnice obráběného kola, a tím řezný nástroj nepřišel do styku s jejich kalenými povrchy. Tam, kde je toto nebezpečí, kalí se jen funkční části upínacích prvků a jejich části, které by mohly přijít do styku s nástrojem, se ponechávají nekalené.
Na obr. 23 je přípravek pro frézování nebo hoblování zubů kuželových kol, na němž se obrobek středí vnější válcovou plochou svého náboje obrobenou na toleranci f7. Obrobek se upíná šroubem 2 a maticí 3, podobnou jako v předcházejících případech.
Obrázek 24 znázorňuje přípravek pro frézování zubů kuželového pastorku pro vozidla. Do vrtání tělesa 1 tohoto přípravku se vkládají vyměnitelná redukční pouzdra 2 pro upnutí obrobku. Průměr vodící plochy tohoto redukčního pouzdra je proveden v toleranci H7. Pastorek se upíná hydraulicky táhlem 3, našroubovaným na závit v obrobku; tento závit je buď funkční, nebo pomocný (technologický) jen pro upnutí obrobku při frézování jeho ozubení.

různé varianty upínacích trnů pro výrobu ozubených kol se šikmým ozubením
Podle obr. 25 je týž přípravek řešen jinak. Aby se závit pastorku při upínání nepoškodil, upíná se obrobek v tomto přípravku kleštinou 3 za vnější povrch. Tato kleština je suvně uložena v pouzdru 2, vedeném a zajištěném Šroubem 5 v tělese 1 přípravku. Kleština 3 je proti pootáčení zajištěna šroubem 4. Pastorek se upíná hydraulicky, a to tahem táhla, jako ve všech předchozích případech.
Přečtěte si také :
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...

Trny pro obrážení zubů čelních kol V sériové nebo hromadné výrobě malých ozubených kol (hlavně ...

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...

K obrábění součástí, jejichž povrch musí být přesně soustředný se závitem, se používá pevných ne ...











