









Trny válcové (pro soustružení, broušení, apod.)
Nejběžnější typ tohoto tmu je na obr. 1. Obrobek má kalibrovanou díru a je suvně uložen na trnu 1. Matice 2 s podložkou 3 s výřezem upíná obrobek. Vnější průměr matice musí být menší než průměr díry v obrobku, aby se obrobek mohl sejmout bez vyšroubování matice 2.

letmý trn válcový
Jiný příklad upínacího trnu pro soustružení obrobku kuželového kola je na obr. 2, Poněvadž obrobek má stupňové osazené vrtání, je nutno použít pouzdra 2, které je suvně uloženo na tělese 1 trnu. Obrobek se upíná maticí 4 s podložkou 3, podobně jako v předcházejícím případě.
Na obr. 3 je trn pro soustružení řetězového kolečka, který je z výrobních a funkčních důvodů zhotoven ze dvou částí (provedení I) nebo ze tří částí (provedení II). Pouzdro 2, které slouží jako doraz, je na těleso trnu nalisováno a obrobek se o ně (při provedení I) opírá. Upínání je nutno provést tak, aby se obrobek nedeformoval. Opírá-li se obrobek ve vrtání pouzdra 2 svým nábojem (provedení II), je nutno trn opatřit opěrnou maticí 5, kterou se před konečným upnutím vyrovnají případné délkové úchylky v toleranci náboje.

varianty letmých trnů
Aby čelní upínání obrobků ručně bylo co nejrychlejší, používá se různých způsobů, z nichž některé uvedu v dalších příkladech.
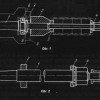
Na obr. 4 je znázorněno čelní upnutí obrobku pomocí šroubu 2 s normálním, nebo pilovým závitem velkého stoupání; závit je ze 4/6 podélně odfrézován, viz obrázek, aby se šroub dal zasunout do příslušného vybrání v tělese trnu 1. Čep šroubu 2 je suvně uložen ve vrtání upínací části trnu. K upnutí obrobku stačí jen malé pootočení šroubu, které je dáno délkovou tolerancí obrobku. Ručním kolečkem 3, které je kolíkem 4 upevněno na šroubu, se obrobek upíná.
Na obr. 5 je trn s upínacím bajonetovým uzávěrem. Ve vrtání tělesa trnu 1 je suvně uložena vodicí část upínacího čepu 2, v níž je naražen kolík 3, zapadající do bajonetových, drážek v tělese 1. Předběžné upnutí obrobku čepem 2 je ruční, konečné čtyřhranným klíčem.
Trn podle obr. 6. Obrobek navlečený na čepu 2 se upíná dvěma příložkami 3 a 4, otočnými kolem čepů 7. V příložce 3 je závit pro šroub o, který se opírá o příložku 4. Pro bezpečnost je upínací mechanismus zakryt pouzdrem 6, naraženým na těleso trnu 1. Šroub 5 se utahuje trubkovým klíčem. Vodicí Část čepu 2 je zajištěna šroubem 8.

další varianta letmého trnu
Obr. 7 znázorňuje další způsob rychlého čelního upínání. Na tělese trnu 1 je naraženo vodící pouzdro 2, pouzdro je zajištěno válcovým kolíkem 9. Ve vrtání tohoto pouzdra je úhlový zápich, do něhož se vačkovým hřídelíkem 4 při otáčení kolečkem 7 zatlačují k jedné straně dvě kuličky 6, které přitom sebou táhnou upínací pouzdro 3, které upíná obrobek. Vačkový hřídelík 4 je v upínacím pouzdru 3 zajištěn nalisovaným pouzdrem 5. Vačkový hřídelík 4 je uložen otočně v upínacím pouzdru 3 a toto pouzdro je uloženo rovněž otočně v pouzdru 2. Kuličky 6 jsou v pouzdru 3 zajištěny proti vypadnutí. Při otočení ručním kolečkem 7 doleva spadnou kuličky 6 do vyhrání ve váčkovém hřídelíku, takže celý upínací mechanismus lze z trnu vyjmout.

letmý trn pro rychlé čelní upínání
Na stejném principu je založen způsob čelního upínání podle Obr. 8. Těleso trnu 1 má dvě vodící části, a to jednu pro obrobek a druhou pro upínací pouzdro 2, v této vodící části trnu je úhlový zápich, do něhož s jedné strany zapadají dvě kuličky 5, které se při otáčení upínacího pouzdra 3 vačkou vtlačují do zápichu a přitom současně táhnou sebou i pouzdro 2, které upíná obrobek. Vrtání upínacího pouzdra 2 je uzavřeno nalisovaným víčkem 4. Otáčením upínacího pouzdra 3 doleva, lze v krajní poloze celé upínací ústrojí z trnu vyjmout.

jiná varianta letmého trnu pro čelní upínání
Na obráběcích strojích s mechanickým nebo pneumatickým upínáním lze obrobky upínat způsobem podle obr. 9, který se zvlášť dobře hodí pro malé součásti, u nichž by se mechanickým upínáním šroubu mohl deformovat trn. Obrobek je upínán tahem dříku 2 s podložkou 3 s výřezem. Dřík je veden oběma konci tělesa trnu 1 proti otáčení je zajištěn perem 4 a proti vypadnutí z tělesa pérovým kroužkem 5. Závit na tělese trnu slouží k uvolnění trnu z kuželové dutiny ve vřetenu stroje. Tohoto způsobu upínání lze použít i při hoblování zubů kuželových kol.

letmý trn ovládaný zezadu
Na obr. 10 je znázorněn trn pro upnutí tenkostěnné trubky při soustružení nebo broušení. Trubka má s obou stran sražené hrany pod 60° a je podepřena na levé straně pevným hrotem, upnutým kuželovou stopkou v dutině vřetena stroje, a na pravé straně otočným hrotem, zasazeným v hrotové objímce koníku obráběcího stroje. Otočný hrot se skládá z trnu 1, na němž je nalisováno kuželíkové ložisko 4 zajištěné podložkou 8 a šroubem 6, z otočné části hrotu 5, která je nalisována na ložisku a axiálně zajištěna víkem 3, našroubovaným na otočné části hrotu. Plstěná vložka 7 chrání ložisko před znečištěním. Dvě díry v čele otočné části slouží k demontáži ložiska.

letmý trn pro upnutí tenkostěnné trubky
Větší upínací trny (tj. pro větší obrobky), které nelze upnout v dutině vřetena, se provádějí s přírubami.
Nejjednodušší takový trn je na obr. 11. Těleso trnu 2 má přírubu, která je spojena s unášecí deskou 1 s vůlí asi 0,05 mm. Definitivně se trn upne až po vyrovnání jeho středící části úchylkoměrem. Obrobek se upíná maticí 4 přes podložku 3 s výřezem.
Na obr. 12 je upínací trn pro soustružení tenkostěnných součástí, u nichž se musí dodržet úzká tolerance od zadního čelního vybrání. Maticí 6, podložkou s výřezem 5 a příložkou 4, zasunutou v středící díře trnu 2, se obrobek upíná. Nato se matice 3 lehce dotáhne na obrobek, čímž se zmírní chvění při obrábění. Aby čelo matice 3 házelo co nejméně, je matice opatřena středící dírou. Trn 2 je svou středící částí naražen do díry příruby 1 a je k ní přišroubován, příruba je zalícována k unášecí desce a je k ní čtyřmi šrouby 8 přichycena.

letmé trny pro větší obrobky
Na obr. 13 je znázorněn trn pro soustružení malého kolečka, které má díru a čela hotově obrobené na revolverovém soustruhu na jednu operaci, přičemž jeho zadní čelo bylo obrobeno speciálním záhlubníkem upnutým v dutině vřetena stroje.
Upínací dřík 2 trnu je naražen v přírubě 1, připevněné šesti šrouby 8, 9 ke konci vřetena stroje. Dřík 2 je na jedné straně zajištěn pérem nebo kolíkem 7 proti pootá-čení; na druhé straně má jednochodý nebo několikachodý plochý závit, obyčejně pravý, aby řezný tlak měl snahu matici 10 dotahovat. Obrobek se nejprve ručně přitáhne maticí 10, načež se pohybem trubky 6 přenáší upínací tlak přes kroužek 5 a kolíky 4 na upínací příložku 3, která obrobek definitivně upne. Dřík 2 je při práci opřen hrotem (s důlkem).

letmý trn pro obrobení malé součásti
Takto se upínají obrobky s malou upínací dírou, obvykle na revolverových soustruzích se zařízením pro ovládání upínací trubky zleva doprava, přičemž upínacího tlaku se dosahuje pružinou nebo pneumaticky.
Na obr. 14 je přípravek pro obrábění litinového víčka (k tělesu radiátoru) na několikanožovém soustruhu. Obrobek je unášen vnějším, čelem kalené vložky 2, přišroubované k tělesu 1 přípravku, které je připevněno Šrouby 8 ke konci vřetena stroje.Obrobek se středí a upíná pneumaticky tahem táhla 5, trnem 3, bajonetovým uzávěrem a podložkou 4, která má pro tři výstupky trnu příslušná vybrání. Trn 3 je proti pootáčení zajištěn dvěma šrouby 7. V tomto přípravku je upínání velmi rychlé (vedlejší časy jsou minimální).

přípravek pro obrábění litinového víčka
Na obr. 15 je znázorněn přípravek pro obrábění talířového kola na několikanožovém soustruhu, obrobek dosedá na čelo příruby 1 přípravku, přišroubované ke konci vřetena stroje. Pera 12 spojují vřeteno s přírubou. Obrobek, upnutý čelně, je unášen dvěma válcovými kolíky 13, naraženými do příruby 1 přípravku.
Pneumatickým tahem táhla 5, zašroubovaným do trnu 4, a třemi západkami 8 se obrobek upíná. V základní poloze zapadají západky 8 do klínových vybrání v trnu 4 a jsou suvně uloženy v kroužku 2 uloženém ve vrtání příruby 1 přípravku. Západky 8 jsou tlačeny pružinami 10, opírajícími se o kolíky 9 naražené do kroužku 2, do klínových vybrání v trnu 4. Kolíky 9 procházejí oválnou drážkou západek a současně je zajišťují proti pootáčení. Šrouby 14 zajišťují západky při přebrušování jejich upínacích ploch ve zmontovaném stavu. Při pohybu trnu doleva se západky zvedají až dosednou na upínací plochu obrobku, při dalším pohybu trnu přitlačují západky svými výstupky obrobek k upínacímu čelu příruby 1. Kroužek 2 je odtlačován do základní polohy třemi odpruženými kolíky 6. Matice 11, našroubovaná na trnu 4, zajišťuje axiální polohu kroužku 2, který je proti pootáčení zajištěn perem. Trn 4 je suvne lícován v redukční vložce 3 připevněné čtyřmi šrouby k vřetenu stroje.

přípravek pro obrábění talířového kola
Na obr. 16 je znázorněn přípravek pro upnutí čtyřvěncového polotovaru ozubeného kola (pro převodovku automobilu). Takové a podobné součásti se obrábějí na několikanožových automatických, nebo poloautomatických soustruzích.
Před soustružením se výkovky kol nejprve vrtají a vystruží na otočné (radiální) vrtačce (popř. se díra protáhne), nato se ohrubují čela a vyvrtají dvě díry. Při dalším obrábění na čisto se může obrobek unášet i za na hrubo obrobené ozubení.

přípravek pro upnutí čtyřvěncového polotovaru ozubeného kola
Podle obr. 16 je obrobek středen čepem 2 přípravku a s druhé strany se upíná hrotovou objímkou 7 koníku nebo otočným hrotem, ovládanou pneumaticky. Unášení obrobku obstarávají dvě unášecí pera 3, zapuštěná v tělese přípravku, které je zalisováno v tělese 1 a zajištěno klínem 5.
Trny letmé kuželové
Pro upínání obrobků, které mají neobrobenou nebo jen na hrubo obrobenou díru, se často používá kuželových trnů, které mají na kuželovém povrchu rýhování. Těchto trnů lze použít pro současné obrábění obou čel i vnějšího povrchu obrobku, hlavně při rychlostním obrábění velkými posuvy. Díra součásti se pak obrábí při upnutí za obrobený vnější povrch.
Na obr. 17 je znázorněn rýhovaný kuželový trn sovětského novátora Seminského. Trn upíná spolehlivě, poněvadž jeho rýhování se zasekne do hran obrobku.
Obrobek se upíná kuželovým upínacím pouzdrem 2, suvně uloženým vpravo na čepu trnu 1 a zajištěným perem proti pootáčení. Při obrábění je nutno trn opřít otočným hrotem. Kuželový trn i pouzdro jsou z nástrojové oceli, kalené a popouštěné, aby se zuby rýhování při zasekávání do materiálu obrobku nelámaly.

rýhovaný kuželový trn sovětského novátora Seminského
Na obr. 18 je trn pro soustružení obrobků s kuželovou dírou. Maticí 2 se uvolňuje hotový obrobek.

trn pro soustružení obrobků s kuželovou dírou
Příklad upnutí tenkostěnného obrobku s kuželovou dírou a přírubou (jako pevným dorazem) je na obr. 19. Se zřetelem k určité toleranci průměru kuželové díry použije se odpruženého kuželového středícího trnu 3 zajištěného v nastavené poloze (vyložení) šroubem 5. Obrobek je upnut třemi otočnými upínkami 6 s kruhovými drážkami, které vymezují polohu upínek. Základní těleso přípravku 2 je přišroubováno k unášecí desce 1. Pružina 4 tlačí středící trn 3 do základní polohy.

trn pro upnutí tenkostěnného obrobku s kuželovou dírou a přírubou
Přečtěte si také :

K obrábění úzkých součástí (podložek, kroužků apod.) se používá stupňovitých rozpínacích pouzder ...

Trny rozpínací hrotové V předchozích článcích o letmých trnech rozpínaných kuželovým trnem a let ...
Trny pro frézování zubů čelních kol na vodorovných a svislých odvalovacích frézkách Aby jakost ...

Tabulku obsahuje standardně manuál tohoto hrotového soustruhu, každopádně jsem si řekl, že by ne ...

Trny rozpínané šroubem a kuličkou letmé Nejjednodušší rozpínací trn, u něhož se upínací část roz ...











