









Bórování
Provádí se např. v obalové hmotě složené ze 60% Na2B4O7 a 40 % B4C. Lze však použít i plynu. Přitom se používá jako nosného plynu vodíku, k němuž se přidává BCl3. Výhodné je též elektrolytické bórování. Lázeň má složení 70% Na2B407 a 30% NaCl. Teplota lázně bývá 940 až 950 CC a doba bórování bývá obvykle asi 3 h.

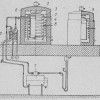
elektrolytické bórování
Popis obrázku
- nástroj
- grafitová elektroda
- elektrolyt
- měřící přístroj
- transformátor s usměrňovačem
- regulační transformátor
- termočlánek
- kelímek
- kompenzační vedení
Kovově čisté a dobře odmaštěné nástroje se ponořují do lázně jako katoda. Optimální proudová hustota bývá asi 0,1 až 0,2 A cm-2 , při napětí stejnosměrného proudu 6 až 12 V. Za těchto podmínek se dosahuje tloušťky bóro váné vrstvy asi 0,1 až 0,2 mm.
Atomární bór vniká ve stavu zrodu do povrchových vrstev a vlivem difúze vytváří na povrchu uhlíkových ocelí boridy FeB a Fe2B. U slitinových ocelí pak vytváří složité boridy jak se železem, tak i s legujícími prvky. Při tom nastává zajímavý jev difúze atomu uhlíku do jádra nástrojů a některých legujících prvků opět z jádra do povrchových vrstev. Bórované nástroje se pak ještě kalí a popouštějí obvyklým způsobem podle druhu použité oceli.
Úprava povrchu nástrojů bórováním je velmi výhodná, protože zvětšuje tvrdost povrchových vrstev i jejich odolnost proti otěru a opotřebení, a to jak za normální, tak i za zvýšené teploty. Bórování může být využito jak u nástrojů pracujících za studena, tak i u nástrojů pracujících za tepla.
Tvrdost povrchových vrstev bórovaných nástrojů je poměrně velká, protože mikrotvrdost boridů bývá HV = 1 800 až 2 200 a tvrdost složitých boridů s karbidotvornými prvky bývá ještě větší. Bórováním se životnost nástrojů prodlužuje o 100% i více.
Přečtěte si také :

Chemicko-tepelné zpracování povrchu nástrojů má pro prodloužení jejich životnosti velký význa ...
Difúzní chromování Při difúzním chromování, např. v prostředí halových sloučenin chrómu za ...
Úprava povrchu nástrojů vodní párou Probíhá v dobře utěsněných šachtových pecích (obr. ), do ni ...
Sulfonitridování Sulfonitridování je dalším způsobem chemicko tepelného zpracování povrchu nást ...
Titanování Titanování povrchu je rovněž jedním ze způsobů chemicko-tepelného zpracováni nástroj ...











